-

Green Manufacturing Trends and Technologies
In the manufacturing world, managing processes with more control, higher efficiency and a longer ...
-
Using AI in Workforce Planning
Workload distribution, shift tempo and operator skills create a dynamic structure that reshapes i...
-
The Importance of Real Time Traceability in Food Production
Real time traceability creates a structure that reveals how production processes progress through...
-
Usage Scenarios of LLM Based Production Assistants
The information production teams need in daily operations is often scattered across different sys...
-
What Is AI Ops? How Is It Applied in Industrial Environments?
AI Ops offers an approach that makes it possible to manage production flow in a more controlled, ...
-
AI Powered Capacity Planning: How It Works?
Capacity planning is a strategic process that determines efficiency, delivery reliability and bal...
-
Edge AI in Smart Production Lines and Its Advantages
Increasing competition in the industrial landscape has created a stronger need for data managemen...
-
What Is Carbon Emission? How Is It Calculated?
Carbon emissions stand out as one of the most fundamental indicators used to define the environme...
-
Human and Machine Partnership: A New Model of Work Powered by AI
Artificial intelligence technologies are transforming every corner of business, from production l...
-
Agentic-AI: What Is It and How Does It Work?
Artificial intelligence technologies are no longer tools that merely answer the question “How sho...
-
Data-Driven Decision-Making: Real-Time Analytics with Artificial Intelligence
Data has become the most critical force shaping decision-making for modern businesses. In areas s...
-
AI for SMEs: From Getting Started to Scaling Up
In today’s market, where traditional methods are no longer enough to ensure growth, technological...
-
What Is a Digital Product Passport and How Does It Work?
The global manufacturing ecosystem is being reshaped around sustainability and digital transforma...
-
What Is Cycle Time and How Is It Calculated?
Efficiency is one of the most critical factors determining competitiveness in production processe...
-
What Is a Smart Building? What Are Its Features?
Smart buildings are structures that integrate digital technologies to manage energy efficiency, s...
-
What is Industry 4.0? What are its principles?
Rapid advances in production technologies are bringing about a fundamental transformation in the ...
-
What Is MOM? What Are the Application Areas of MOM?
Production processes today are becoming increasingly complex, and expectations for efficiency, qu...
-
What Are the Differences Between MES and MOM?
With the acceleration of digitalization in the manufacturing sector, businesses are turning to va...
-
What is FMEA? FMEA Processes and Advantages
In production and engineering processes, anticipating potential error risks in advance is one of ...
-
What Is Industrial Automation? What Are Its Advantages?
From the Industrial Revolution to the present, production processes have undergone continuous tra...
-
What is Lean Manufacturing? What Are Its Principles?
Production processes today must be more flexible, faster, and more efficient than ever due to flu...
-
How is Efficiency Analysis Performed?
Efficiency is a fundamental metric that shows how effectively a business utilizes its resources a...
-
What is Profinet? Why Do We Need It? Everything About Profinet
Modern production systems require a robust communication infrastructure due to increasing automat...
-
What Is MTTR? MTTR Calculation
Uninterrupted operation and high reliability are key elements of operational success in productio...
-
What is Machine Learning? Why is it Important?
Data has become the most valuable raw material in today’s world. However, transforming raw ...
-
What is Resource Efficiency?
Resource efficiency refers to the ability of a business to use production resources such as energ...
-
Real-Time Inventory Tracking: What Are the Advantages of Smart Storage Systems?
In today’s world, where digitalization has transformed every process from production to the...
-
Strategies for Increasing Efficiency with Real-Time Production Tracking
In today’s competitive manufacturing environment, efficiency is achieved not so much by pro...
-
AI-Supported Decision Making Processes: A New Era in Smart Factories
Rapid advances in artificial intelligence technologies have opened the door to a fundamental tran...
-
What is a Manufacturing Execution System (MES)? Why is it important?
What is MES? Manufacturing Execution System (MES); is an information system that connects monitor...
-
Use of AI and Big Data in Process Optimization
In addition to increasing efficiency, businesses are focusing on making decision-making processes...
-
Application Areas and Added Value of Digital Twin Technology in the Aerospace and Defense Industry
In high-risk sectors such as defense and aerospace, even the slightest error can lead to serious ...
-
Digital Security and Data-Driven Operations in the Aerospace and Defense Industry
The aerospace and defense industry ranks among the most strategic sectors where high-precision te...
-
Domestic Technologies and Data Protection Strategies in the Defense Industry
The defense industry stands as one of the most critical areas where strategic decisions are made,...
-
Revolutionizing Manufacturing with Digital Twin Technology
Digital twin technology enables real-time monitoring, analysis, and optimization of production pr...
-
What is Digital Transformation?
In a world where competition is intensifying and market dynamics are rapidly evolving, businesses...
-
What is ERP?
Imagine a business struggling with complex business processes, managing its data in a scattered m...
-
What is OEE and How is it Calculated?
Accurately assessing the performance of production lines is a critical step in increasing efficie...
-
What Are The Effects of 5G Technology on Smart Factories?
With the Industry 4.0 revolution, production systems are undergoing a significant transformation....
-
Is Sustainable Manufacturing Possible with Artificial Intelligence?
Sustainable manufacturing is no longer viewed as a concept limited to environmental awareness. In...
-
A New Era in Supply Chain Management with AI Agents
Supply chain management stands out as a fundamental area that directly affects operational contin...
-
What is the 5S Rule? How Does It Affect Productivity?
It is crucial for the continued success of both production and service areas that work is carried...
-
AI Investment: Risks and Rewards for Manufacturing Facilities
Artificial intelligence technologies have an impact that goes beyond automation in the manufactur...
-
What is IoT?
Imagine waking up one morning to find that your coffee has already been brewed, the temperature i...
-
Traditional MES Systems vs AI-Based Production Management
With the acceleration of digital transformation in the manufacturing sector, businesses have begu...
-
Human + AI: Building Hybrid Decision Systems in Production
The increasing volume of data, speed pressure, and quality expectations in the production field r...
-
From Machine Data to Decision: How AI Agents Make Real-Time Production Decisions?
In today’s manufacturing world, even a few seconds lost can make a big difference in compet...
-
The End of Centralized Decision Making: The Rise of AI Agents
For many years, companies have sought managerial control by centralizing decision-making processe...
-
Industrial AI: From Industry 4.0 to Artificial Intelligence 2.0
Artificial intelligence is no longer just the subject of laboratories, software companies, or sci...
-
Factory Intelligence: How Manufacturing Plants Manage Themselves with CorAI?
Since the Industrial Revolution, the world of manufacturing has undergone numerous changes. But t...
-
The New Form of Artificial Intelligence: AI Agents and the Future of Manufacturing
While artificial intelligence technologies are becoming smarter, more independent, and more effec...
-
Why do companies use AI in manufacturing?
As is known by all of us, artificial intellegence can be used in every aspect of manufacturing pr...
-
What Is MTTF
MTTF concept is the abbreviation for mean time to failure. It means the mean expected time for a ...
-
Tracking of Single Product in Production
What is Single Product Tracking System? Before moving on to the main topic, let’s take a lo...
-
Analysis of Process Parameters in Production
In fiercely competitive markets, the quality of companies’ products and production is a fac...
-
Smart Factory Systems
The Smart Factory idea, which has evolved as a consequence of the increasing technology for autom...
-
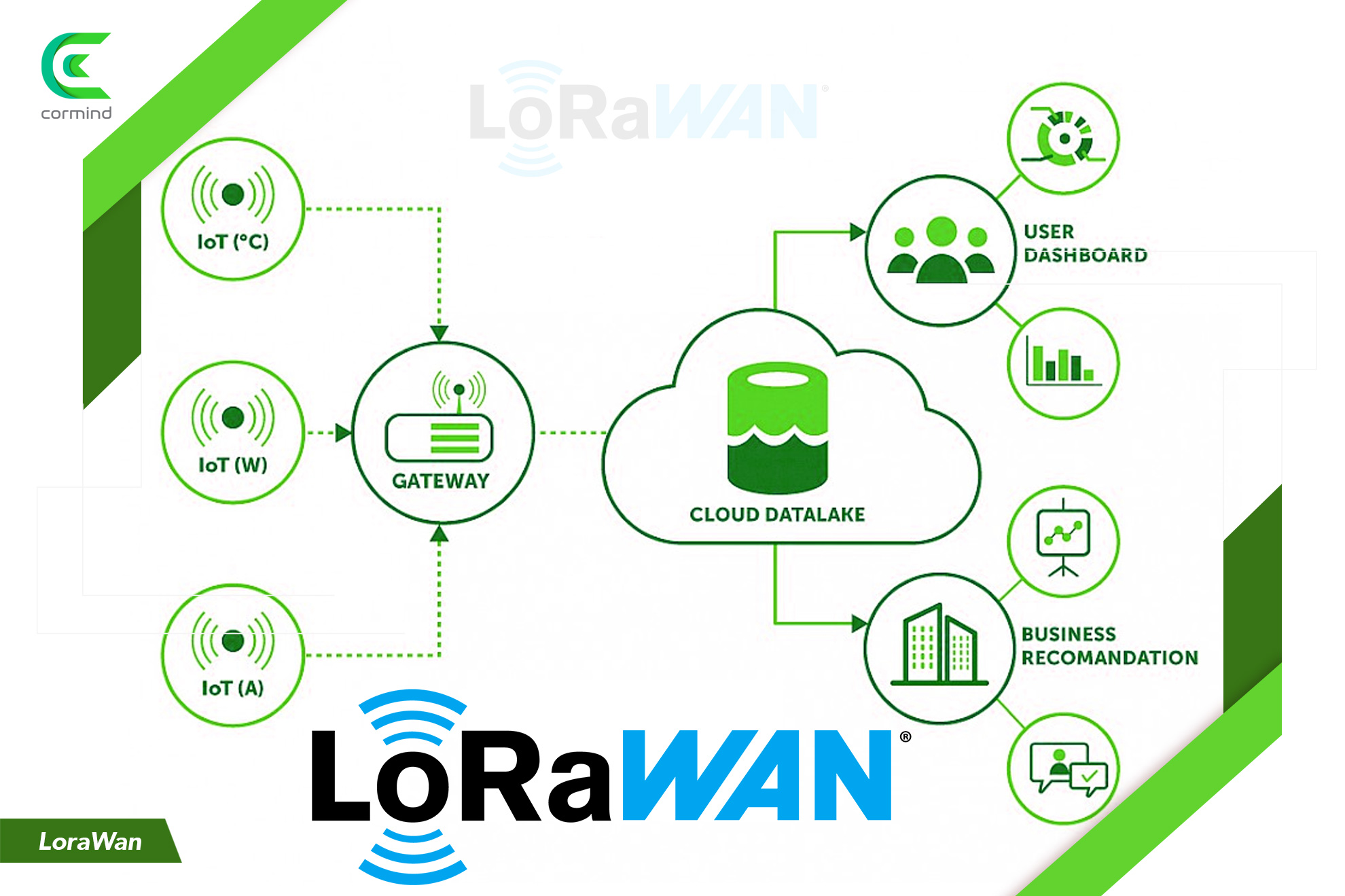
LoraWan
Lorawan provides an important advantage for the data connection required by IoT technology to be ...
-
What is the Internet of Things (IoT)?
The concept of the Internet of Things (IoT) technology is the communication and interaction betwe...
-
What is MTBF
The MTBF concept is a term introduced as the abbreviation mean time between failure. MTBF measure...
-
What Is The Kaizen? All About Kaizen Techniques
Kaizen is a philosophy considered the key to success by many businesses today. Businesses, which ...
-
Industry 4.0 and Innovation
An innovative production approach has been adopted with the continuous development of production ...
-
Production Planning and Control
What Is Production Planning? Production planning is the process of generating a general output le...
-
Unmanned Factory Automation
Unmanned factory automation, which is introduced by industry 4.0 has many advantages in productio...
-
dijitalhaber.com
-
How to Reduce Production Cost
It is necessary to establish a factory operating system to reduce production costs. You can check...
-
Principles of Industry 4.0
Industry 4.0 principles; The concept of industry 4.0, does not contradict the concept of the futu...
+90 216 706 15 18
hi@cormind.com